
How to heat aluminum to avoid cracking after bending
Ahmed Bayuri/iStock/Getty Images Plus
Q: I’m building several trash cans that fit over the overflows of surface water retention ponds in sub-settlements. I created a simple pull-around bender using a 0.5 inch bender. Steel bar as matrix. I received a new order of 0.5 inch. rod and heated it with a rosebud. It was all going well and predictably, producing parts with the desired dimensional accuracy – until I was about three quarters done with the task. Suddenly I couldn’t do anything right and 90% of the bars broke badly. I hobbled through welding.
After adjusting my torch heat (if it’s too cold it won’t bend) I figured the only thing that worked was lots of heat. I must have run into a rod stock that was older and had more oxide on it. It all looked pretty new. I’ve used some material that has sat on a shelf for 6-12 months, but I can’t attribute everything to ‘old stock’.
I thought maybe I was heating too hot too fast so I changed that but with no better results. I put a little spring tension on the part, applied heat, and when the part gave, I slowly and steadily pulled it to 90 degrees while holding the torch on it, being careful not to overheat the work. This worked so well it scared me… until it stopped working.
In a recent column you wrote about bending 6061-T6 aluminum, you described using a flashlight to coat the area to be bent with soot. Would this work for my application? What if I wire brushed the areas to be bent? And would removing oxide manually help? Any advice would be very welcome.
A: Before I get to carbon black and aluminum, let’s look at the issue of bend consistency. Not knowing the exact grade and type of steel or aluminum you might be using to make your bins, it’s hard to say why the material is making your life miserable.
At this point in the conversation, however, it doesn’t matter. Old material or new material is probably not the problem. Note that every metal type and grade happens to show the same variations when subjected to the same processes. So the problem of repeatability is rooted in the fact that no two batches of material are the same – not even from the same batch – since the mixing of the base materials is never perfect.
All of the materials you use have tolerance zones around various properties, including thickness, hardness, yield strength, and tensile strength. That doesn’t mean that sometimes you have “bad” material and sometimes you have “better” material. The material is only different within its designed tolerance zone and will therefore bend differently.
Steel can be categorized based on its yield strength and other factors. For example, yield strength values can vary widely depending on impurities in the material, imperfections, and production techniques.
The regulations require an indication of the minimum yield point when defining a certain type of material. A steel with a minimum yield strength of 36,000 PSI can be marked as A36. Because no two pieces of material are the same, a variable tolerance must be applied. This can mean a yield point of 41,000 PSI will continue to be sold as the A36, despite being 13% stronger. The increased flexural strength of this material requires greater bending force. The material with a yield strength of 36,000 PSI will bend at an angle, and another material with a yield strength of 41,000 PSI will bend at a smaller angle—without changing the depth of penetration or the required bending force (see illustration 1). For the same reason, variations in ductility or hardness or too small a bend radius can explain cracking. These variations apply to any materials you may use.
soften or glow
Heating helps as it glows the material, making it softer and therefore easier to bend. It also helps control the cracks you encounter.
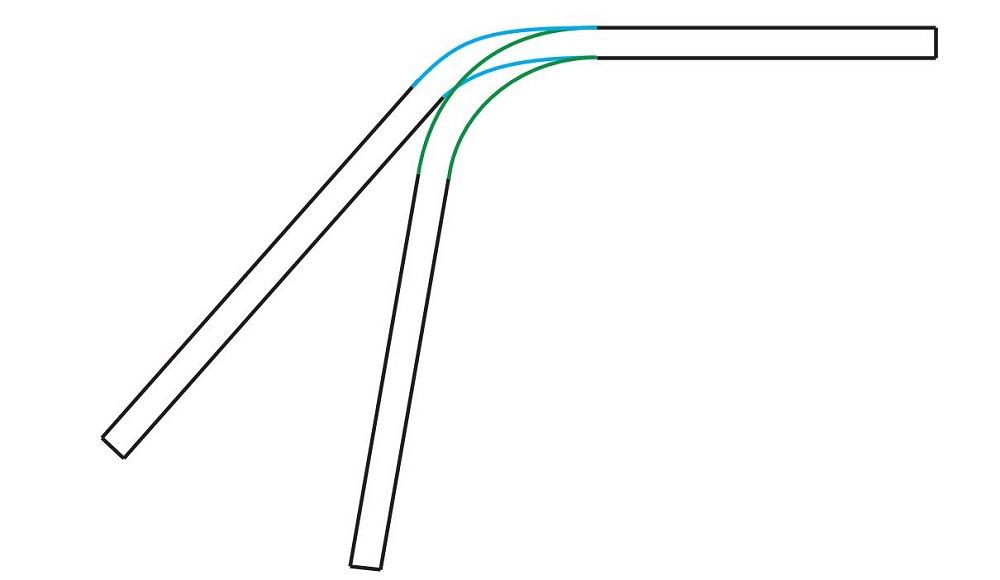
FIGURE 1. A change in yield strength leads to changes in angle.
To properly heat your material, use a burner with a rosebud tip. Also keep an eye on the temperature and keep heating within reason. For steel, it’s 900 to 1,050 degrees F.
If you hold steel between these temperatures you should be fine in terms of yield and tensile strength. However, if you heat the material to between 1,600 and 2,000 degrees F, you will see a significant change in the metal condition, which may require heat treating the finished piece to the required yield/tensile strength for that workpiece.
How to measure the temperature in steel
There are many ways to measure temperature. When you heat steel, it changes color, which you can compare to a color-temperature diagram (see figure 2). If you want to know for sure, you can use a digital thermometer, which you can find for as little as $30. Simply aim at the heated area and read the results.
The Effects of Alumina
This brings us to your question about carbon black and aluminum. Heating aluminum works just as well as heating steel, except for a few things. First, aluminum doesn’t change color like steel, so getting burned becomes a real problem. And because it doesn’t change color, you can’t compare it to the temperature chart. If you don’t have a digital thermometer, what do you do?
Before I answer that question, there’s another heat-related issue to consider when working with sheet and plate rather than aluminum or steel rod: you can blow a hole right through sheet metal. You can do this with steel, but you’ll see it coming; You won’t with aluminum. Why? Because of aluminum oxide.
Alumina’s melting point of 3,600 degrees F is much higher than aluminum’s melting point of 1,220 degrees F. This means that the aluminum melts from the inside out and can blow a hole in the material. And because aluminum doesn’t change color, you won’t see it coming. Therefore, caution and uniformity in heating are a must.
Steel is more forgiving depending on the steel alloy. The melting point can be as low as 2,599 degrees F for low carbon steel to 2,786 degrees F for chrome-molybdenum steel. Regardless, steel changes color so you can assess its temperature and see a breakout.
The case for soot
If you’re heating aluminum and don’t have a digital temperature gun, how do you keep it from overheating? This is where soot comes into the picture. Black carbon soot is released when fossil fuels are not fully burned. You can easily create black carbon soot by simply detuning the same acetylene torch you will be using to heat the part to be bent. Place a layer of carbon on the inside length of the bend line. Then reset the torch and start heating the outside of the bend, the side opposite the carbon soot.
The carbon soot burns at 752 degrees F; that’s 460 degrees F less than the melting point of aluminum. This is hot enough to make the aluminum malleable enough to bend easily without risk of changing temperature or blowing out a hole.
Alumina and the wire brush
Removing the aluminum oxide is not necessary for forming, but can be helpful when welding. You can scrape it off with a wire brush and then wipe with a lint-free cloth.
The problem: The reaction between the rough surface of the aluminum and the air starts within fractions of a second. Aluminum oxide is only 1.5 µm thick. The oxide connects to the aluminum surface in a stable and mechanically strong manner. This then separates the aluminum from any further reaction with the air. Known as passivation, it’s the same process you would use to maintain the strength of stainless steel or titanium. All in all, you can remove aluminum oxide temporarily, but it won’t help stabilize your forming process.

FIGURE 2. A color-temperature diagram can be used to assess the approximate temperature of steel.