
How to Choose the Right Vacuum Pump
Henniker Plasma’s series of vacuum plasma treatment systems (models Nebula and HPT) have a corresponding vacuum pump, which is required for the low pressures required in plasma operation.
Many types of vacuum pumps are offered to customers, and the optimal vacuum pump can be found by consulting with Henniker’s technical sales department, who has many years of experience in plasma and process vacuum technology.
This article aims to outline the differences between the various pump options and provides guidance on how to determine which pump is best suited for each application.
The key factors when selecting vacuum pumps are (i) process compatibility, (ii) suction speed, (iii) laboratory or workplace environment, and (iv) cost.
(i) Process Compatibility

Photo credit: Henniker Plasma
oxidizing agent
Various gases can be used to perform a plasma treatment depending on the desired result of the process and the material being handled. The standard process gases are hydrogen, argon, oxygen and air, either mixed or in pure form.
Oxygen and air are by far the most popular gases used for surface activation and routine cleaning. When working with inert gases or air, there are usually no compatibility problems to consider.
Vacuum pumps lubricated with hydrocarbon oil should not be used when oxygen is used in pure form or as part of a mixture containing more than 25% oxygen by volume due to the risk of flammability.
It is important to note that this is still relevant when the oxygen percentage is typically less than 25% vol, but can rise above that percentage in a faulty condition.
The oxidizer can be diluted to a safe level via the gas ballast port of a hydrocarbon oil rotary vane pump, but this must only be done with an inert gas (e.g. dry nitrogen).
This should be done under strict monitoring restrictions and a safety design that can stop the oxidant flow should either the oxidant flow increase or the inert gas flow become obstructed must be used.
This technique is only suitable when the flow rate of oxidizing gases is low or the pump cannot withstand the additional gas flow from the diluent.
When using oxygen more than 25% by volume, it is safer to use a dry vacuum pump that does not contain any lubricants at all, or a PFPE-lubricated vacuum pump. PFPE oil is chemically inert and does not react with oxygen. Dry vacuum pumps contain no oil and use a rotating tip seal.
Flammable gases
Several flammable gases, such as hydrogen, are explosive at certain concentrations when an oxidizer and an ignition source are present.
All types of vacuum pumps can pump hydrogen, but in all applications it should be diluted to a percentage below the safe level in the vacuum pump before it is compressed back to atmospheric pressure at the vacuum pump outlet port.
ATEX advice should be obtained where necessary and flame arrestors must also be used as part of the overall system safety design.
Corrosive gases
Certain gases, e.g. B. ammonia, have a corrosive effect on the surfaces and internal parts of normal vacuum pumps. For each type of pump there are corrosion resistant versions that can be purchased and should always be selected if required.
Particular attention should also be paid to eliminating the ingress of moisture, which can accelerate corrosive reactions, and an inert gas purge must be used as part of the pump purge shutdown procedure.

Photo credit: Henniker Plasma
(ii) pump speed
As the term suggests, pumping speed is the rate at which gas is removed from the vacuum chamber by the vacuum pump.
Eventually all pumps will reach the same ultimate vacuum level, but a pump with a slower pumping speed will reach that point more slowly than one with a higher pumping speed.
As a result, a higher pump speed results in a more efficient process time overall, which leads to a shorter downtime of the pump.
An efficient process may not be particularly important if, for example, the plasma system is used in a laboratory where sample throughput is relatively low.
When used in a production environment that requires high throughput, pump downtime can be critical if the plasma phase (the time that the plasma is on) is short, since the pump downtime becomes the longest phase of the entire process.
Figure 1, below, shows the pump down curves for the HPT-200 Benchtop Plasma System for pumps with corresponding nominal pump speeds of 3 m3 per hour and 5 m3 per hour.
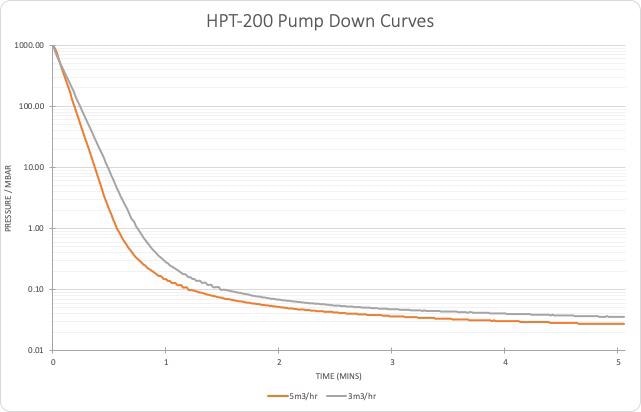
Illustration 1. Pump down curves for the HPT-200 with two different pump speeds. Photo credit: Henniker Plasma
0.1 mbar are achieved through the 5 m3 per hour you pump in 1 minute 12 seconds compared to 1 minute 30 seconds needed for the 3m3 pump per hour to achieve the same vacuum level.
This is a comparatively small difference that may not be a problem in some applications. The more efficient pump should be selected when overall throughput and process time are important.
The equivalent data for the larger HPT-500 benchtop plasma system is shown in Figure 2.
It takes the 8 m3 per hour you pump a duration of 2 minutes 50 seconds to reach 0.1 mbar compared to the 12 m3 per hour pump reaching this level about a minute earlier. The larger pump would be the ideal choice in most cases in this example.
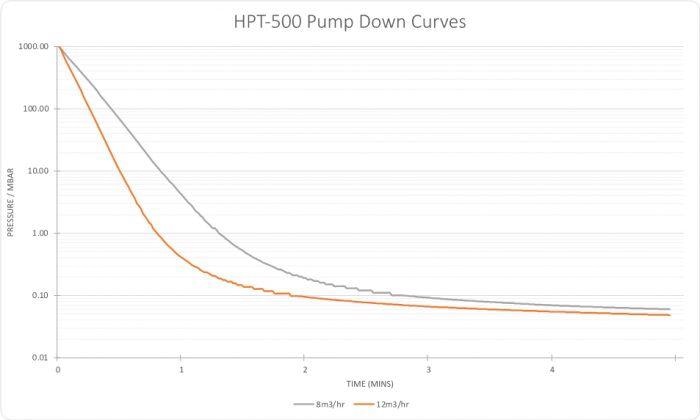
figure 2 Pump down curves for the HPT-500 with two different pump speeds. Photo credit: Henniker Plasma
When the above data was quantified, no samples were present in the plasma chamber. Most glasses, polymers, ceramics and metals have low porosity and do not outgas in the vacuum chamber.
When samples with high porosity are plasma treated, they can introduce a heavy gas load into the vacuum pump due to the high outgassing rate.
It takes longer for the pump to clear this extra gas load, which means more pump downtime. In these examples it is recommended to use a higher pumping speed.
(iii) Laboratory or Workspace Environment
When evaluating pump selection, the setting in which the vacuum pump will be used is also crucial.
For example, if the vacuum pump and plasma system are located in a clean room, a dry vacuum pump would be an ideal choice to reduce the air quality impact caused by oil mist released from the exhaust of the vacuum pump.
To solve this problem, a suitable vacuum pump exhaust air filter can also be used, which is supplied as standard with all pumps supplied by Henniker Plasma Systems.
If the vacuum pump is to be placed outside the clean room, e.g. through a bulkhead, the additional length of the vacuum line between the pump and the plasma unit should be evaluated.
A conductivity limitation may arise which may reduce the required pumping speed. If necessary, larger diameter vacuum lines and/or larger pumps should be used.

Photo credit: Henniker Plasma
(iv) Pump Price
Vacuum pump models with higher suction speeds have higher costs. Hydrocarbon oil pumps are less expensive than PFPE pumps with the same pumping speed.
Dry vacuum pumps tend to be more expensive compared to PFPE pumps. This also applies to the corrosion-resistant design of every pump with the same nominal pumping speed.

Photo credit: Henniker Plasma
last words
The most suitable vacuum pump is one that is chemically compatible and meets the required throughput requirements, while being appropriate for the workspace or laboratory environment and also within the allocated budget.

This information has been obtained, verified and adjusted from materials provided by Henniker Plasma.
See Henniker Plasma for more information on this source.